
Guide to Porosity in Pressure Die Casting and Solutions
Pressure die casting is the fastest and also most cost-efficient way to make high volumes of components in aluminum, zinc or magnesium. Die-cast parts have superb surface area finishes, maintain consistent attributes as well as resistances, and also waste little basic material.
Pressure die casting is utilized to make engine blocks and also motor real estates, device components, heat sinks, fittings, braces and also myriad various other usual commercial and business items.
If you are creating a product and considering pressure die casting for a task, you should realize that all cast parts have to emulate the concern of porosity. It is inevitable however it is controllable. To reduce the effects of porosity in your parts, allow’s look at what creates it and also exactly how to make use of best layout practices to handle porosity for exceptional results.
Table of Contents
What is porosity?
Porosity describes an opening or space in an or else strong actors metal component. Pores can vary in dimension from microscopic (micropores) to larger spaces measurable in cubic millimetres or bigger. Pores are not constantly circular in cross-section but can likewise take the type of uneven direct cracks.
Porosity has two major reasons: solidification shrinkage and also gas porosity. Allow’s look a lot more very closely at the origin for these two kinds and then we’ll suggest approaches to manage them.
Solidification Shrinkage
After the molten metal is infused right into a mold cavity it starts to solidify when it calls the reasonably cooler walls of the device. This solidification triggers the metal to diminish, yet the price at which this occurs will vary relying on the geometry of the mold device and the type of alloy being used.
The semi-liquified portion of metal further far from the tool wall surface is called slush, and also it’s this area where pores are most likely to develop. On top of that, as the liquified metal comes to be solid it may block the passage of liquid to various other places in the mold. This can create pores by preventing full liquification of all functions of the design.
Gas Porosity
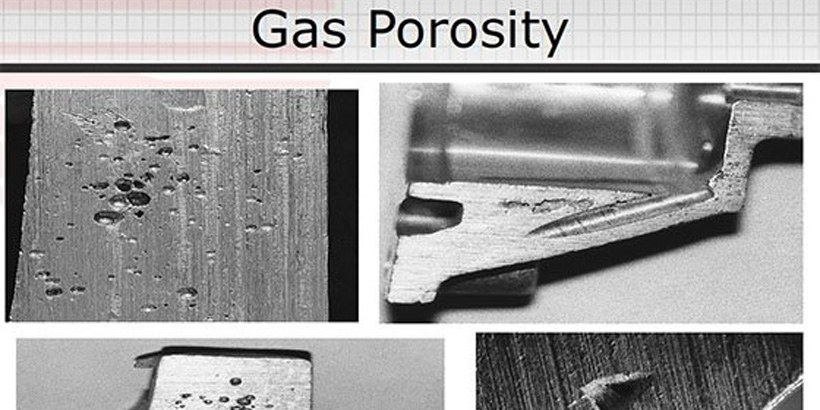
Gas pockets develop in a few means. In the case of aluminum, hydrogen may fall out of suspension and fill spaces with hydrogen gas.
There additionally might be air trapped within the mold device that was not fully left or aired vent as the cavity filled up. This trapped air is called entrained.
These might be mold launch representatives, leaked hydraulic liquid or also climatic moisture. Liquids or oils that don’t evaporate end up being impurities that might form inclusions in the last part.
Types of Porosity

We have actually just considered the two significant root causes of pores: solidification contraction as well as gas porosity. In both cases, pores might be generated that kind one of 3 major sub-categories.
Through Porosity
The pore begins at the surface area and also develops a network all the way with the feature and out the opposite wall surface. This triggers a leakage and would need to be sealed from both sides.
Blind Porosity
The pore begins at the surface of a feature and also ends somewhere within the body of the metal. These kinds don’t usually affect mechanical toughness however they might welcome deterioration.
It’s feasible to seal these pores after casting, specifically if the component requires to hold pressure such as in a hydraulic cylinder.
Fully Enclosed Porosity
These pores exist within the body of the metal and also are not exposed to the outside unless they are later penetrated during post-machining. The presence of such pores is normally not noticeable unless the part undergoes a computed tomography (CT) scan after casting or if the component is reduced open for diagnostic reasons.
Allowed Tolerances for Porosity
Porosity usually represents an average of 5% of the total quantity of the component. It is not realistic to remove porosity however instead to make sure that it’s contained in those areas where it’s not destructive to part feature or looks.
As a result, when a style illustration or CAD file is produced, these locations must be clearly assigned with a collection of specifications as well as tolerances for permitted issues, equally as would be the case with dimensional resistances. Specs for porosity normally take the kind of a variety of pores within a provided quantity; optimum allowed dimension per pore; and total volume percentage per component.
Makers will after that utilize these details to tweak the molding specifications accordingly. This will certainly imply allowing for porosity in some much less crucial areas while avoiding it in others. There will always be these trade-offs to take into consideration so it’s best to take them right into account at the beginning of a task.
Diagnostic Tools for Porosity Analysis
Modelling software application now exists to aid product designers and also suppliers to forecast where porosity is probably to take place. These versions are based on sophisticated evaluation of many molding parameters such as fill, mold profile, wall surface thickness, dwell times, temperature levels, alloy make-up as well as numerous others.
Utilizing this info, product designers can improve their mold development appropriately, while molders can additionally optimize their set-ups beforehand instead of relying upon pricey and also lengthy trial and error.
Technology for Measuring Porosity
New methods have been developed to help producers determine as well as gauge porosity in such a way that’s really difficult making use of traditional methods such as visual evaluation, stress screening or destructive testing. One of the most promising is computed tomography or CT.
In this process, multiple high-powered X-ray images are taken of the part and afterwards integrated to produce a 3D map of the within the item. This can be utilized for real-time process control in addition to creating computer simulations which can help in enhancing mold device designs. CT is coming to be robust and also dependable enough to certify as a real metrology-grade measurement instrument as well as not just an analysis tool.
How does machining influence porosity?
The skin of a die-cast part is one of the most thermally stable locations. It’s the initial part to solidify as well as shows little or no porosity within the first.5 mm or more. Machining procedures like tapped as well as threaded openings may open up enclosed pores because pores happen in the much deeper areas of castings. Some spreadings should have the ability to hold air or liquid pressure, such as for hydraulic cylindrical tubes or manifolds, so these pores need to be sealed after machining.
Tool Layout Tips for Porosity Prevention
There are some device layout finest practices that ought to be employed to assist stop one of the most typical root causes of porosity.
Shrink Rate
- Issue: The shrink rate is influenced by the melting temperature of the alloy, the cooling time and the air conditioning temperature. When it comes to lightweight aluminum, which is without a doubt one of the most typical die casting product, the enhancement of silicon can lower reduce rates considerably yet just within a certain alloy percentage. Excessive silicon can detrimentally impact the mechanical efficiency of the alloy.
- Solution: It’s best that the product programmer functions closely with the stress die caster to go over options for raw materials based on the application and design.
Wall Thickness
- Issue: Without a doubt, the most typical cause of porosity is unequal cooling of the part inside the cavity, which remains, in turn, a function of varying wall surface thicknesses.
- Solution: The easiest, as well as the most profitable method to stop this, is to keep regular wall densities whenever feasible. That is the task of the mold device designer. Many other important considerations, such as the style of managers, ribs, gussets and also various other features, are similar to those of plastic injection molding.
Entraining
- Issue: It is challenging to completely eliminate entrained air from a mold tool, especially for complicated forms that have several inner features where air can be caught.
- Solution: There are a few strategies for minimizing entrained air. One is to improve the mold device layout so that there are no sharp edges or pockets where air can not escape. Also, even more, vents can be included or the design of the gate/runner system optimized to enable getaway routes for air.
Changing shot rate as well as pressure may help with airing vent but can adversely affect the part in other means so this has to be done very carefully.
Final Pointer
Ultimately, casting can be performed in an environment full of argon or a few other inert gases. In this situation, it is best to review this procedure with the supplier early in the style phase.
Once the casting is done it is that essential to discover a means to accurately determine porosity in the finished component.
Securing Pores with Vacuum Impregnation
It’s common in the industry to use vacuum impregnation to the surface of die castings to efficiently secure them. This is normally a three-step procedure:
- The component is positioned in a chamber and a vacuum is used to get rid of any kind of trapped air in micropores.
- A sealant such as a liquid polymer resin is taken into the chamber and also pushed into the micropores with favourable atmospheric pressure.
- When impregnated, the part is removed from the sealer and the chamber totally healed. This is taken into consideration as a one-time, permanent surface treatment.
Is Pressure Die Casting the Option for You?
At DEK, our group deal with customers to make sure the design is optimised to stay clear of the danger of porosity. If you’d like to collaborate with us on your following project we can give you a free project evaluation as well as deal with you to get gorgeous die-cast components that match your precise specification.
Contact us today to start your following pressure die-casted project. Choose from our variety of internal manufacturing and prototyping solutions.