Guide to Drilling, Boring, & Reaming
Our modern-day globe depends on the factory, steel is shaped into gears, axles, pins, pistons, as well as sleeves. that make the aeroplane possible. that provides us with our modern trains and supplies us with the makers required for our national well-being. each machined piece of steel is so thoroughly made, that it can take its put on the assembly line, miles away from the machine shop. the equipment begins as a rough supply, which has to be pierced, tired, and also reamed to precise dimension on a lathe, appears like an interior tapering gear blank.
Table of Contents
Setout For Drilling

Initially, examine the harsh supply against the attraction to make sure it’s the appropriate dimension. every task has the appropriate steps to be complied with and also an examination of the illustration will certainly reveal what they remain in a basic kind. these are the procedures as planned. the primary step is to cut a real coating on the face of the equipment blank, the 2nd action is drilling the hole.
In the third act, a trial boring cut is made to get the appropriate taper. In the 4th step, another test boring cut establishes the correct taper. the fifth step brings the taper down to the harsh size. the 6th action or reaming operation ends up the taper to a specific size. after the driver visualizes what is to be done, the lathe is established for the task. Because most of the work with the piece is done in the centre opening. this supply can not be placed in between centres, it needs to be kept in a chuck.
Due to the fact that the stock is raw and may run out round, a four-jaw independent chuck of the appropriate dimension is selected, it will certainly hold the stock securely, the strings on the headstock spindle and in the chart oiled and cleansed given that chips or dust may damage them. a board is placed throughout the bed to secure the means from damage in case the Chuck is dropped, after that the Chuck is screwed on the spindle until it comes against the shoulder. in this arrangement, Chuck does the driving. The jaws of a Chuck are opened wide sufficient to receive the quit. the stock is focused approximately by checking with the concentric circles racked up on Chuck’s face. The stock may appear to be centred, the eyes can not be relied on. even more, actions have to be taken to reach work as near the precise centre as is possible.
The lathe is begun and also a piece of chalk is held strongly as well as moved in gradually till it simply touches the stalk as it revolves. When the lathe is stopped, the chop marks are found on the high side of the rough stock. the jaw opposite the chalk mark is loosened slightly, the jaw next to the chalk mark is tightened. after the stock is centred, it is ready for the facing and truing cut. a right-hand facing tool is needed for this operation, notice the position of the cutting edge, the cutting edge is set on the centerline of the stock. the cut is made deep enough to give the face of a stock a smooth service. the automatic cross speed is used to cut. when the face of the gear blank is finished cut, the work is ready for the drilling operation.
CNC Drilling

Inspect the illustration for taper dimension, pick a drill that is smaller sized than the small end of the taper. it must be smaller to ensure that adequate steel will certainly be left for forming and finishing the taper. To drill a hole in the workplace the drill in the tailstock. In some cases, a centring device is utilized to reduce an overview opening in the work. Treatment should be taken that this overview opening is in the. The drill is then hand-fed right into this centre hole. Often in production, no overview or facility opening is made. in this approach, a bar held in the device post is made use of to lead the drill as it is slowly fed right into the job. Once the drill has entered the job, the steel bar is gotten rid of. The turret is started as well as the drill is hand-fed right into the work with an easy movement. Reducing oil is utilized for lubrication, the lathe is quit and the drill is eliminated.
The Boring Procedure
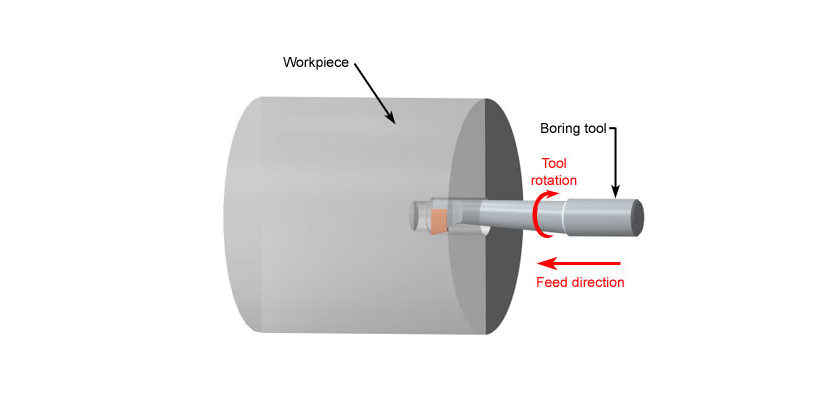
To make an inner taper precisely, the taper attachment is used. the taper accessory has a compound slide that is fastened to the lathe bed. the screws that secure the substance remainder to the crossfeed screw are removed. and also the crossfeed is connected to the taper attachment. when the carriage feed is utilized, the cut will certainly be made at the angle at which the taper attachment is set. Prior to the driver establishes his equipment, analyzes the illustration. the drawing asks for a taper of one as well as one-half inches per foot. the taper attachment must be readied to the composed specification. the slide is readied to one 1/2 inches per foot as shown by the college graduations at the tailstock. the lock screws are currently tightened to maintain the slide at this setting. the drilled hole must be enlarged and also tapered as well as this is a boring procedure.
The boring tool has a lengthy shank, because much of the cutting is done on the end it has to be sharp. 5 thousandths of an inch should be permitted for reaming.
Reaming The Last Cut
This is one approach of reaming: the machine reamer is positioned in the tail spindle, the reamer is then fed right into the hole by transforming the tailstock pinwheel clockwise until the reamer exposes freely versus the sides of the taper. given that the reamer needs lubrication, reducing oil is used. to stop damage, the reamer is never pushed into the hole. reaming needs a slower rate than exploration, the driver feeds the reamer right into the work about 3/4 of the size of a conical part of the reamer. if the reamer is to size, the hole will certainly be finished.
The opening will be undersized if nonetheless the reamer has actually been honed and lowered in size. a plug gauge shows this, the driver withdraws the reamer, erases the hole, and inserts the plug scale. the reamer should never be transformed backwards in the red, the reamer is new and also to dimension and so the hole is currently to size. the taper plug fits flawlessly, the completed work is to the precise requirements called for on the working illustration.
Summarize
From the rough stock to the finished gear blank for major procedures were required, the face of the rough stock was given a finish cut, then the job was drilled. the monotonous tool was made use of to reduce the table to rough size, lastly, the taper was finished with the reamer. If you want to know, please contact us.