5 Reasons For Dimensional Variations Of Injection Molding
Injection molding comes in all sizes and shapes and also one common blunder that people make is by having size variants that are also drastic for the shot procedure to manage. Any kind of procedure with variable material temperature level, production, mold and stress cycle will bring about the adjustment of shot molding component size. The aim of this write-up is to inform the reasons for injection molding dimensional variation & just how to fix dimensional modifications of injection molding.
Table of Contents
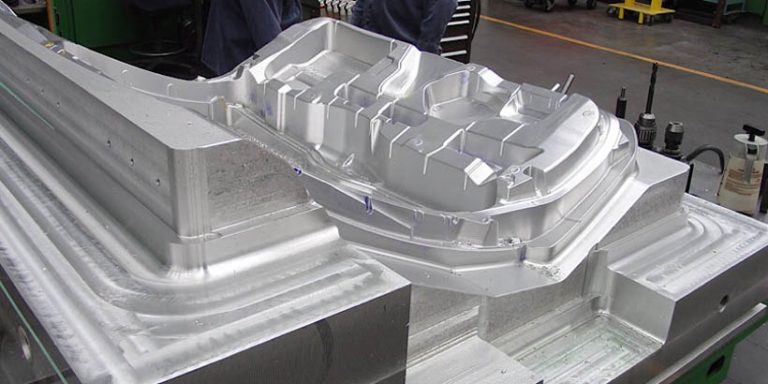
Mold failing
The structural design and also production accuracy of the mold straight affect the dimensional accuracy of the plastic parts. In the molding process, if the mold is not rigid sufficient or the molding pressure in the mold tooth cavity is too high, the mold will deform, which will lead to the instability of the plastic components.
Solutions
- It is the very first mock exam to ensure that the dimension of the plastic components is really high. Or else, in order to make sure the molding accuracy of the plastic components, a collection of supporting devices to guarantee the accuracy of the mould have to be established up, which will certainly lead to the high cost of the mould production.
- When the plastic components show up a partial-thickness mistake, it is typically brought on by mold failure For the initial simulated test, the thickness mistake of the plastic wall is typically brought on by the error of the mold setup and the location of the die, which causes the loved one displacement of the die tooth cavity and also the core. Right now, for those plastic parts with exact wall surface thickness, it is necessary to include various other placing gadgets instead of only relying upon guide blog post and overview sleeve; If the mistake of the partial thickness is the first simulated exam, the error of forming is smaller in the beginning, yet the mistake is bigger after continuous operation. This is generally due to the error between the mold cavity and the core, specifically when the hot jogger mold is made use of. For this reason, a double cooling circuit with little temperature difference can be set in the mold. If it is a thin-walled round container, the drifting core can be made use of, however, the core and also dental caries need to be concentric.
- On top of that, when making the mold, in order to fix the mold conveniently, it is constantly made use of to make dental caries smaller than the called for dimension, and also the core larger than the required size, leaving a specific quantity of mold repair service allowance. When the internal diameter of the creating opening is a lot smaller sized than the outer diameter of the plastic component, the core pin should be made larger, because the shrinking of the plastic part at the creating opening is constantly larger than that of other parts, and it diminishes towards the facility of the hole. However, if the inner size of the molding opening is close to the external diameter, the core pin can be made smaller.
Irregular test methods or conditions
If the measurement temperature level, approach and time are different, the dimension will be very various. The temperature condition has the best impact on the test since the coefficient of thermal growth of plastics is 10 times larger than that of metals. The standard method and temperature level problems should be utilized to gauge the architectural measurements of plastic parts, and also the plastic components have to be completely cooled down before measurement. As a whole, the size of plastic parts adjustments substantially within 10 hrs of the stripping mode, as well as generally materializes within 24-hour.
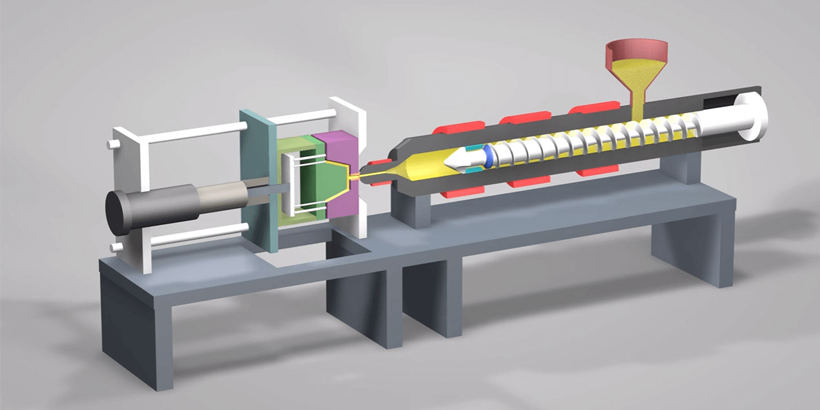
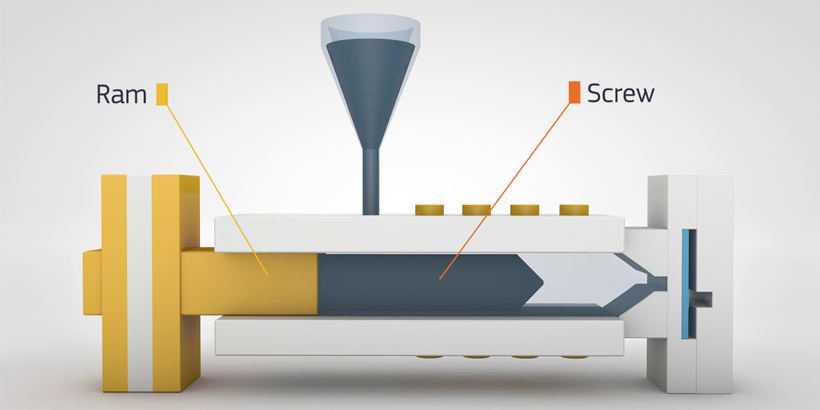
Equipment failure
If the plasticizing capability of the molding equipment is insufficient, the feeding system is unsteady, the screw speed is unstable, the stop feature is abnormal, the check valve of the hydraulic system is out of order, the thermocouple of the temperature control system is worn out, and also the heating system is open circuit, the molding size of the plastic parts will be unsteady. As long as these faults are discovered, targeted steps can be required to eliminate them.
Incorrect choice of molding materials
The shrinkage of raw materials has an excellent impact on the dimensional precision of plastic components. If the precision of molding equipment, as well as mold, is very high, however, the shrinking of resources is large, it is hard to guarantee the dimensional precision of plastic parts. Generally, the larger the contraction of basic materials, the more difficult it is to guarantee the dimensional precision of plastic parts. Therefore, in the choice of molding material, we have to totally take into consideration the impact of the shrinking of basic materials on the dimensional precision of plastic parts. For the selected resources, the variant series of shrinking must not be above the demands of dimensional precision of plastic components.

It must be noted that the shrinking of various resins is fairly various, and also it must be assessed according to the degree of crystallization of the resin. As a whole, the contraction of the semi, as well as crystalline resin, is larger than that of non-crystalline resin, and the series of shrinking is also bigger, and the corresponding shrinkage change of plastic components is also bigger; For crystalline material, the crystallinity is high, the molecular volume is reduced, and also the shrinkage of plastic components is big. The dimension of material spherulites also has an influence on the contraction. The spherulites are little, the intermolecular area is tiny, and also the shrinkage of plastic parts is tiny, while the impact toughness of plastic parts is relatively high.
Additionally, if the fragment size of molding raw materials is unequal, drying is poor, recycled materials, as well as brand-new products, are blended erratically, and also the buildings of each batch of raw materials are different, the molding size of plastic components will certainly additionally fluctuate.
Irregular molding conditions or inappropriate operation
During injection molding, the procedure specifications such as temperature level, time as well as pressure must be strictly regulated according to the procedure needs, especially the molding cycle of each plastic part need to correspond and also can not be altered at will. If the shot stress is as well reduced, the holding time is as well brief, the mold temperature is irregular or also low, the temperature level at the barrel as well as the nozzle is expensive, and the cooling of the plastic part is insufficient, the sizes and shape of the plastic part will certainly be unstable.
Solutions
- As a whole, greater injection pressure and also shot rate, longer filling and also holding time, higher mold temperature level, as well as material temperature level, are beneficial to get over-dimensional instability.
- If the shape dimension of the shaped part is larger than the called for dimension, the injection pressure, as well as melt temperature, must be appropriately lowered, the mold temperature needs to be raised, the mold filling time ought to be shortened, as well as the gate cross-sectional area should be lowered, so as to improve the shrinkage rate of the plastic part.
- If the dimension of the molded part is less than the needed size, the opposite molding problem ought to be adopted.
- The adjustment of ecological temperature also has a specific effect on the change of the molding size of plastic parts. The process temperature of tools as well as mold must be readjusted in time according to the adjustment of the exterior atmosphere.