What Cause Plastic Injection Molding Defects And It’s solution
Plastic injection molding is the most widely made use of the mass-production procedure in modern production. Since beneficial products of every possible dimension, shape, as well as function, can be made rapidly and effectively with repeatable as well as reliable efficiency, it’s so popular.
As functional as it is, getting the finest arise from plastic injection molding still requires sticking to great tool and item style methods that should respect a few of the intrinsic restrictions as well as difficulties of the plastic injection molding procedure. To assist you to enhance your parts and also your mold tool designs, we intend to explore the sources of the 4 most usual molding flaws as well as what you can do to mitigate or eliminate them when preparing your following project.
Table of Contents
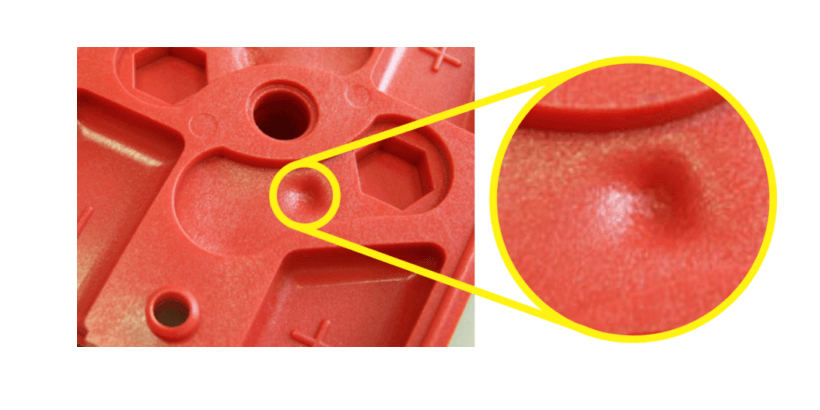
Gate Witness Marks
What are they?
Witness marks are dimples, burrs, increased ridges or various other surface structure blemishes that may be found at one or more position on an injection molded part.
What causes them?
A witness mark is an area where the waste sprue is broken devoid of the injection built component. The design of the jogger system figures out where the mark will certainly be situated.
Solution
Witness marks are a feature of the injection molding process and these molding defects can not be completely eliminated. Their result on the appearance as well as efficiency of the component can be regulated by using great style techniques, consisting of the following:
- Camouflage the area of the witness within a few other attributes of the component.
- Use a submarine entrance to transfer the witness location to an unobtrusive location.
- Use a follower gate to disperse the material over a larger area with much less stress.
- Use multiple, smaller sized runners to distribute resin and stress.
- Area the witness in an area that can be easily accessed for post-machining or sanding.
Please keep in mind that every one of these methods to taking care of molding issues might compromise various other areas of the component style, so we advise talking to your injection molder well ahead of time.
Sink Marks on Molded Parts
What are they?
A sink mark is an undesirable depression or dips in the surface of a plastic injection formed component. They are flaws that can be particular or appear as wavy, undulating lines.
What causes them?
Some areas of a design- especially structural supports like ribs, bosses and also blog posts– have much more thermal mass than the bordering location. When this better mass of fluid material contacts the tool wall it cools off and reduces faster than the surrounding location, producing a depression.
Stabilizing out thermal pressures within an injected component is one of the key challenges for the product developer as well as the tooling engineer due to the fact that of this.
Solution
There are some finest methods that can aid to reduce the effect of sink marks.
- Make use of these standards when designing gussets, ribs and also bosses.
- Preserve regular wall thickness wherever possible, especially various other features or nearby walls.
- Tooling engineers can build even more cooling networks in critical locations.
- Process designers can stabilize injection stress, temperature level as well as cooling times to decrease sink marks.
- Sink marks can be rather disguised with darker colors, matte surface as well as harsh surface appearances.
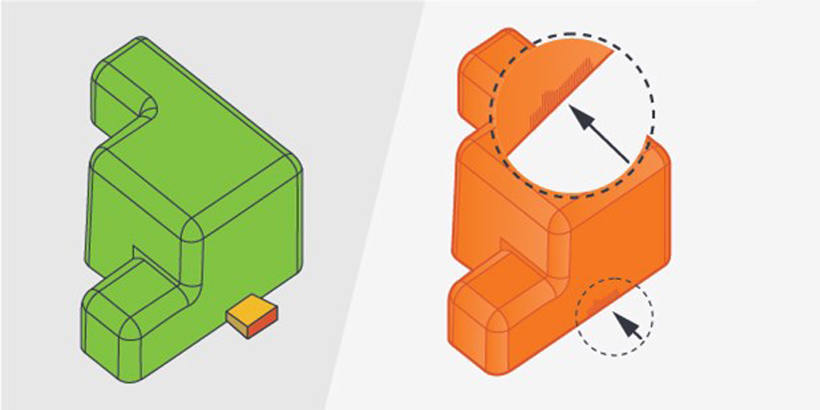
Parting Lines

What are they?
A parting line is a thin seam or lip, normally raised as opposed to recessed. Parting lines are defects that commonly go around the full circumference of a molded component unless the circumference is hampered by the place of a slider or other insert.
What causes them?
Parting lines indicate the region where the two mold fifty percents were pressed together to create the mold dental caries. When the mold opens as well as the solid part is eliminated, this joint between the mold halves creates a particular mark that might be tough to entirely avoid throughout molding.
Solution
There are a couple of strategies to reduce the look of a parting line on your injection molded components:
- Camouflage the line by incorporating it with other identical or linear features.
- Situate the parting line under a protruding attribute like an edge or cap.
- Lines can be camouflaged with rough surface textures as well as matte surfaces.
- Lines can be sanded smooth and also repainted.
Short shots

What are they?
A short shot is when an injection mold isn’t loaded before entrance shut-off, causing a component that is not completely developed.
What causes them?
Short shots are issues of the injection molding procedure that can be triggered by insufficient pressure, inadequate thaw or inadequate part style.
During molding, the hot liquid resin normally follows the path of least resistance, so it fills larger cavities of the mold and mildew first. Thin-walled areas are locations with more resistance to liquid circulation and hence are filled up last. Given that the material is cooling down by this stage, these locations of the mold may strengthen too soon. Slim locations may additionally trap unvented gas.
Solution
Short shots are best protected in the layout phase. Here are some excellent techniques to aid avoid them:
- Find gates closer to slim locations so they will be loaded.
- Include vents to allow gas escape.
- Straighten thin locations parallel to the circulation from eviction.
- Boost wall density when possible.
- Redesign runner systems.
Weld Lines on an injection Molded Component

What are they?
A weld line is a liner mark that looks like a scratch externally of an injection molded component, as well as can be located radiating away from a hollow function or hole. A weld line is generally just an aesthetic defect but often it can likewise damage the component.
What causes them?
Weld lines are developed when a stream of hot fluid plastic material inside the mold and mildew cavity is compelled to go around some interior blockage and then reunite on the opposite side. The factor where both fronts reform creates a particular line caused by the various air conditioning rates of the material fronts.
Solution
Weld lines are an injection molding flaw that can be alleviated by a number of techniques that depend upon your part style.
- Reposition entrances and also joggers enable the resin to flow around the blockage from different instructions.
- Change resin and cooling temperature levels.
- Include a lot more cooling circuits.
- Usage dark shades and a matte surface coating to hide the weld line.
- Painting after molding can also disguise the existence of a weld line.